接着の工程
接着剤の確認
接着の対象となる材料、被着体には木材、金属、ゴム、プラスチック、コンクリートなど様々な種類があります。
被着材に応じて物理的性質、化学的性質が異なり、これらの要因は接着状態に影響を及ぼすので、被着材の性質を知っておくことは適正な接着条件を知ることでもあります。
また、被着材表面の不純物除去や物理的・化学的表面処理を行い、ぬれ性を良くします。
| 物理的性質 |
通気性 / 吸水性 / 含水率 / 硬度 / 熱膨張率 / 熱伝導率 / 電導度 / 溶剤膨張率 |
|---|---|
| 化学的性質 |
耐水性 / 耐溶剤性 / Tg / 融点 |
| 形状 |
形状 / 大きさ |
| 表面状態 |
表面活性 / 滑度 / ぬれ / 表面処理 |
接着剤の調整
接着剤は保管条件が悪いと増粘、ゲル化、分離、沈殿等が発生する場合があります。粘度が適正でないと、塗布量の調整がしにくかったり、均一な塗布ができないといった影響があります。そのため接着剤に応じた推奨条件の保管場所、温度、容器で保存する必要があります。
使用時には必ず接着剤組成を均一にしてください。
使用期限内であることに注意してください。
混合タイプの接着剤の場合には主剤、硬化剤の混合作業が必要です。
それぞれ適量計量し、十分に攪拌を行ってから塗布作業を行ってください。
ただし、可使時間(接着可能な時間)に注意して作業手順を組む必要があります。
塗布・貼り合わせ
接着剤を塗布する際には、被着材の材質、形状、接着面、表面状態、接着剤の種類、粘度、環境温度等それぞれの条件によって塗布方法は異なります。
塗布状態や塗布量は接着性能に大きな影響を与える為、条件に合わせた塗布機・器具の選定が必要となります。
接着剤の塗布を行った後には、貼り合わせを行います。
オープンタイム※を必要とする場合や、接着剤塗布直後に貼り合わせる場合など接着剤の種類によって様々となります。
※オープンタイム:被着材に接着剤を塗布してから貼り合せるまでの時間
圧締
貼り合わせの次には圧締を行います。圧締を行うことで、接着剤が十分に広がり均一な接着層が得られます。
加熱接着用接着剤の場合には熱圧を行うことで接着剤の硬化反応を早めることができます。
圧締条件として時間、圧力の調整が必要です。
圧力が低い場合には接着剤が広がらない原因となりますが、圧力が高い場合には接着剤のはみ出しや欠膠(けっこう、接着剤不足)が起きる原因にもなる為、最適な圧力に調整が必要です。熱圧の場合は、熱盤温度が接着力に影響します。
圧締にプレス機を使用する場合、材料を置く位置によっては圧力ムラが生じてしまい、接着力に影響を及ぼす可能性がある為、材料の上下の位置を合わせることが必要です。
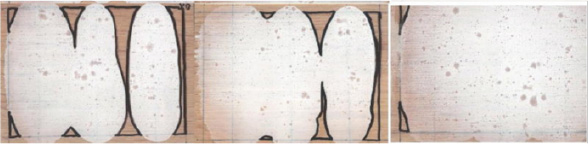

圧力が低いと接着剤が十分に広がらないので、最適な圧力をかけること
養生・加工
圧締後は、接着剤が固化または硬化して所定の接着強さが発現するまでの間、静置し養生が必要となります。
この養生が不十分な場合、加工をする際に接着層のはく離を生じることがあります。
その対策として、養生時間の延長、固化・硬化時間の速い接着剤への変更を検討する場合があります。